加工技術
繼承日本企業高水準之不鏽鋼的一貫加工技術
日章阿思鐵克株式會社繼承在日本國內所培育之不鏽鋼加工技術,具有機械加工、拋光研磨、電解拋光研磨、焊接等各式各樣的加工工程,可應對各式量產品、特規品、工程案件等。
越南及日本更是在近年來,從附近諸國獲得比過去還來得更高的評價。
機械加工

本公司具有多台中型的NC系列與泛用系列的切削機。
藉由這些切削機,除了承接鑄造模具或沖壓模具、螺絲接頭或小元件外,數量方面更是可從1個對應到每年批次量產型產品。
另外在預製配管方面,更是藉由本機械加工團隊正確的切斷配管、以及進行後續的導角切削加工,而有助於穩定的焊接與最後精修產品的完成。
此外,作為其他工程的設備或治具、工具製作的關鍵,便是本公司強項之一的機械加工團隊。
焊接

本公司的焊接團隊,是以在日本累積了3年以上的研修經驗、並且已取得JWES專家級資格的焊接作業人員為中心。
無論是自動焊接還是手工焊接,我們都能提供讓客戶滿意之高品質的TIG焊接。
亦可提供焊接後的氣密檢查、水壓檢查。
冷壓

藉由冷壓機來進行薄鋼板的形狀沖壓或彎曲加工,以日本為中心,提供滿足海外企業嚴格標準的產品。
此外,透過與機械壓工團隊的合作,更可提供從模具製作到試做、以及到量產為止的無縫式全方位應對。
現在,每個月約有3千個沖壓產品輸出至日本。
管吊架則是每個月約有3千個輸出至日本。
沖緣
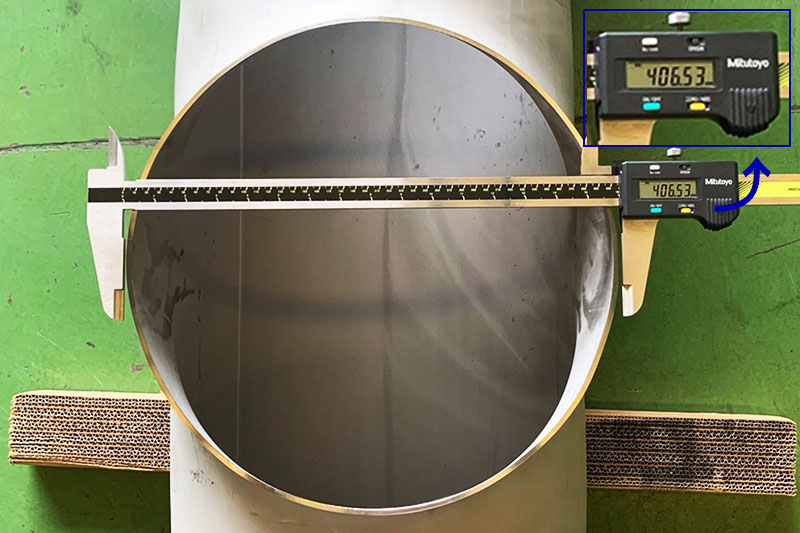
本公司的強項之一,便是這個沖緣加工。
完全繼承了亦可說是母公司日章阿思鐵克株式會社強項的沖緣技術,重現與日本相同的品質。
亦可進行400A等大口徑管件之同徑沖緣。沖緣加工由於不使用TEE便可進行分歧配管的製作,故可減少焊接處、提升配管長度的精度,因此可達到縮短在當地的配管組裝時間,整體來看可進一步地達到成本的降低。
由於會隨時增加沖緣的模具種類,因此請您隨時詢問可對應的尺寸。
拋光研磨(接頭・元件)

本公司的強項之一,便是我們的拋光研磨團隊。
總數達80名以上的研磨作業人員,大部分都已經達到了職人等級。
此外,拋光研磨的強項並非只有大量的人員與作業人員的高技術水準,在用心揀選使用之耗材的結果,就連研磨輪還是矽藻石研磨劑也多為自家製作,包含外購品,我們使用最適於研磨的輔助資材,而不使用次級的研磨材料,因此可確保品質的穩定性。
拋光研磨(桶槽・容器)

在東南亞,由為數極少且配合度高的研磨職人形成團隊,負責包含容器之大型產品的研磨。
我們也可進行由其他公司所研磨之桶槽的補修或修整。
也可配合進行外派研磨。
拋光研磨(管件)

本公司的強項之一,便是必要設備在公司內部便可製作,因此管件內面研磨機、管件外面研磨機均為在公司內部製造。
此外,內面研磨為具有「縱向研磨方式」與「橫向研磨方式」這2種類型的設備,為根據管件內徑來區分設備的使用。
可進行研磨的管長最長為6公尺,內面縱向研磨方面則可進行最長20公尺之管長的研磨。
研磨的加工時間會隨著加工前的表面狀態而有大幅度的變化,如果未提供測試用管時,報價有可能會僅以概算的方式提供。
拋光研磨(鋼板)

本公司的強項之一,便是必要設備、治具與工具在公司內部便可製作,因此鋼板自動研磨機也在公司內部製造。
藉由此種基底研磨的自動化,對大型容器的降低成本化與品質的良質化有著極大的貢獻。
過去承作過的鋼板最大尺寸:板厚25t 幅寬1.214M 長度10.0M 重量2422kg/片。
震動研磨

所謂的震動研磨加工,是指在不鏽鋼的表面進行最終修整時,在不鏽鋼的表面上產生漩渦狀的圖樣或是隨機狀的研磨圖樣,使用在鑄造品的最後精修及量產元件的去毛邊。
雖然切削力不如利用手工作業的拋光研磨,不過可以均等的去毛邊,而可得到均勻且具有高級質感的最終精修。
我們也承接僅有震動研磨的委託。
平面研磨

平面研磨的條件是對象物需為平面,因而可進行高精度的研磨。
目前,我們也承接如美顏器元件(直接接觸臉上的元件)的研磨、刀具的最後精修研磨等。
加工對象物雖然僅限於小型物品,若有需求請隨時詢問。
電解拋光研磨(接頭・元件)

本公司的強項之一,便是這個電解拋光研磨/EP。
本公司的強項之一,便是必要設備、治具與工具在公司內部便可製作,並且藉由自母公司之日章阿思鐵克所傳承而來的技術與know-how,現在不僅在越南國內,以日本為開始,我們還受到如東亞地區、東南亞地區、歐洲地區的委託。
外派EP雖會依客戶的要求而承接,不過原則上是以在本公司的工廠內施工為主。
有關鋁的電解拋光研磨(EP)
*EP:Electro Polishing,電解拋光研磨
一種電化學過程,可通過電解反應降低金屬(如不銹鋼,鋁和鈦)的表面粗糙度,以形成具有濃鉻的鈍化膜。加工後,金屬的表面光潔度變得很強,光滑且有光澤。
電解拋光研磨(管件)

2024年 預定開始應對量産EP
目前,超過2公尺長度之管件的電解拋光研磨,其前提要件是需要由母公司日章阿思鐵克(日本)來判斷是否承接,如果母公司判斷該尺寸是無法進行對應的款式時,便由本公司來進行相關之應對。
過去承作的最長管件內面EP:12公尺(OD25.4φ x 1.2t)
電解拋光研磨(桶槽・容器)
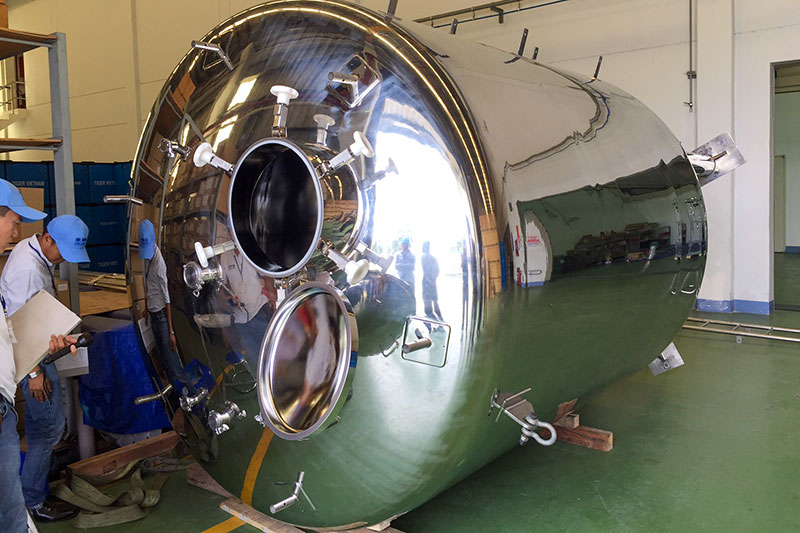
本公司的強項之一,便是大型桶槽EP・小型容器EP
自從在越南開始首次容器類的電解拋光研磨以來,在越南,只要提到EP便能聯想到VINA ASTEC,我們的成長有目共睹。
配合目的在公司內部製作專用設備或特殊的治具與工具,提供符合需求之電解拋光研磨/EP,這些專用設備或特殊的治具與工具,實現了世界上獨一無二的加工方法,而成為本公司的強項之一。
過去承作過的容器之最大容量:作為15,000L量產而在一年之間加工的小型容器之EP數量:每年100萬個
去脂洗淨

加工後的不鏽鋼表面上,附著有多數的切削油、金屬粉、拋光粉等,此外,在長時間保管之未捆包的不鏽鋼產品上,也有附著漂浮在倉庫內空氣中的塵埃、存在於倉庫內空氣中的油份等。
將這些以鹼性系列洗淨液來進行去除的工程,我們稱之為去脂洗淨,去油處理(Oil-free treatment)所採用的處理方法之一。
去脂洗淨後的清洗水,本公司是作為儲藏純水來使用。
我們也承接僅禁運處理或去脂洗淨的委託。
酸洗

在本公司,為採用以硝酸及氟酸為基底的酸洗液所進行的浸漬法。
當產品具有會發生液體堆積的縫隙時,若可能的話,請事先以焊接的方式將縫隙填平。
我們也承接僅進行酸洗處理的委託。
純水洗淨

若水幾乎不含任何不純物時的純水,其溶解力更強。應用此種特性,EP處理後的清洗工程中,為使用超純水。
組裝・製作

藉由將閥、機器類進行單元化,而具有如提升運用設備時之操作性或維修性等眾多優點。此外,具有優越的施工性,即使在如工廠工程這種緊密的作業排程當中,仍可進行順暢的設置安裝、調整。
由於本公司擅長內製加工,因此,製作出來的單元件之各元件的尺寸精度高、且容易進行配管的裝卸。由於可實施元件材料的調度與加工元件的內製,所以從小物殼體到配管系列的箱體都可應對。
檢查

進行產品的尺寸、外觀、鉬測試等攸關產品品質之確認的檢查人員,在質與量均為充實。
進行產品的尺寸、外觀、鉬測試等攸關產品品質之確認。質與量均為充實的檢查人員,為您進行嚴密的檢查。
質量管理
我公司已獲得國際標準化組織(ISO)規定的質量管理體系“ISO 9001:2015”認證。
ISO 9001 是一個標準,它定義了廣泛的質量管理要求,從產品和服務質量保證到組織管理,包括客戶滿意度和改進。
現場配管工程

身為合作夥伴的松正工機(當地法人Matsusho Vietnam)的強項之一,便是現場配管工程。已受過同公司指導的成員為中心,進行現場配管工程。
從製程配管、公用設備配管、到輔助材料為止,提供在現場進行的加工、設置安裝、檢查等服務。尤其在醫藥品、半導體、飲料、食品等,要求高品質水準的領域中,我們也獲得了相當高的評價。本公司最終的工程則會在客戶現場端施作。
現場外派研磨

當研磨對象物無法從現場進行移動、或是無法從其他機器拆卸下來時,本公司的人員將會前往客戶所在的現場,確認作業場所以及所需的機材、資材後,實施研磨作業。
若必須要進行作業前一天的保養作業、作業結束隔天的清掃作業,敬請通知。
路途過長時,我們有可能會向您另外請求現場作業確認用的旅費、交通費等費用


